Углы заточки сверла по металлу: таблица и рекомендации

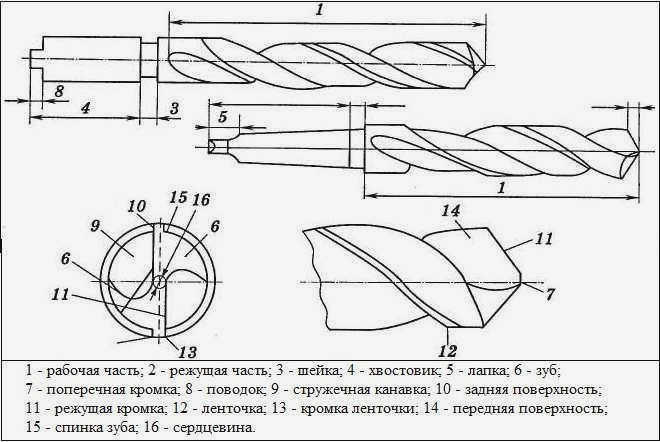
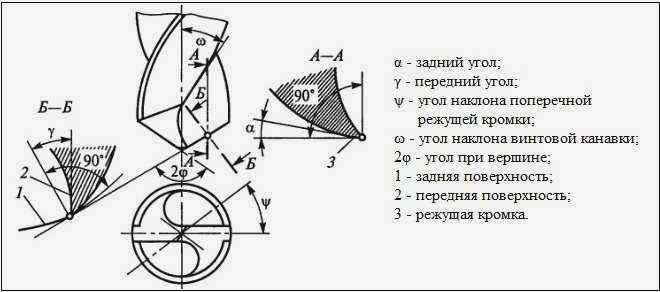
Оптимальный угол заточки сверла по металлу зависит от твердости и вязкости заготовки. Для большинства работ со сталью универсальным считается значение угла при вершине 2φ = 118^° (с допустимым отклонением ± 2^°). При этом задний угол α, который предотвращает трение инструмента о стенки отверстия, должен находиться в пределах 7–17^°.
Сводная таблица углов заточки по типам материалов
Выбор геометрии режущей части напрямую связан с физико-механическими свойствами металла. Если затачивать сверло под «мягкий» материал острыми углами, кромки быстро сломаются из-за недостаточной прочности. Для твердых сплавов, напротив, требуются более тупые углы, чтобы избежать сколов.
| Материал обрабатываемой поверхности | Угол при вершине 2φ (градусы) | Задний угол α (градусы) | Угол наклона канавки (градусы) |
|---|---|---|---|
| Сталь конструкционная (универсальная) | 116–118 | 10–12 | 26–30 |
| Нержавеющая и жаропрочная сталь | 118–125 | 8–12 | 25–30 |
| Чугун (серый и ковкий) | 90–118 | 12–16 | 22–25 |
| Алюминий и его сплавы | 130–140 | 12–20 | 40–45 |
| Медь красная | 125 | 8–12 | 18–25 |
| Латунь и бронза | 130–140 | 6–10 | 18–25 |
| Титановые сплавы | 110–120 | 8–12 | 25–30 |

При работе с деревом или пластиком углы значительно меняются. Для мягких пород древесины (ель, сосна) или текстолита рекомендуется устанавливать угол при вершине в диапазоне 60–90^°. Твердые породы дерева, такие как дуб или ясень, требуют угла 90^°.
Как понять, что сверло пора затачивать

Инструмент не всегда требует замены. В 90% случаев его можно восстановить, если не произошло критического разрушения хвостовика или выгорания режущей кромки. Мастер может определить износ по следующим признакам:
-
Изменение звука и появление вибрации. Острое сверло работает с ровным шипением. Тупое острие начинает визжать, скрипеть и создавать сильную дрожь, передающуюся на корпус дрели или станок.
-
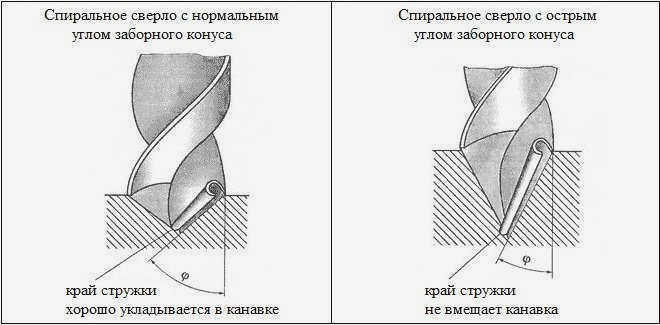
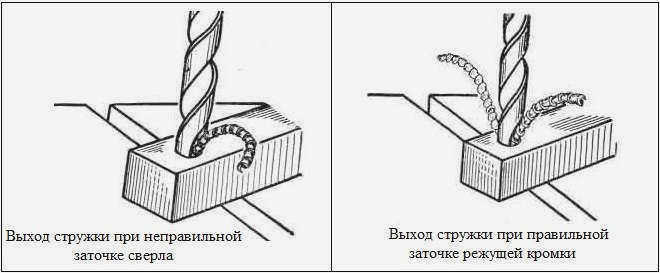
Качество стружки. При нормальной работе стружка выходит длинными блестящими спиралями. Если она превращается в мелкую крошку, пыль или «горячую» труху — режущие кромки больше не режут, а натирают металл.
-
Визуальные изменения. На кромках появляется зеркальный блеск (зализы от трения) или цвет побежалости (сине-черные пятна). Синий оттенок говорит о сильном перегреве, который изменил структуру стали.
-
Рост усилий. Если при сверлении приходится давить на инструмент заметно сильнее, чем обычно, значит, острота потеряна.
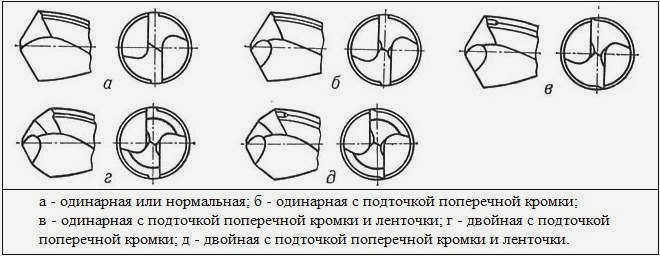
Виды заточки и их применение
В зависимости от состояния износа и требуемой точности применяются разные методы восстановления геометрии.
-
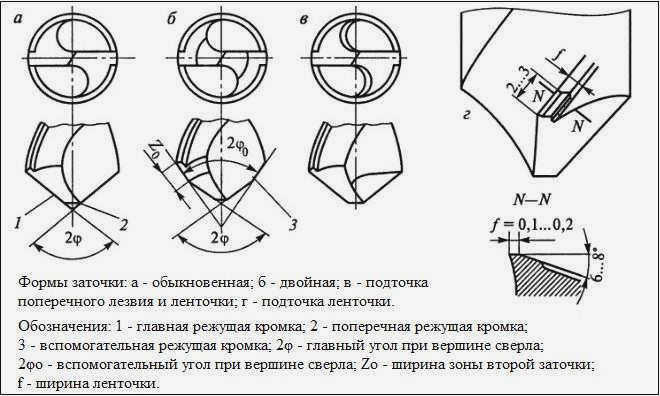
Нормальная (Н). Это простая одинарная коническая заточка под углом 118^°. Она подходит для мелкого инструмента диаметром до 12 мм.
-
С подточкой перемычки (НП). Метод включает дополнительную обработку поперечной кромки. Это снижает нагрузку при подаче в 2–3 раза, что полезно при сверлении стали и чугуна.

-
С подточкой ленточки (НЛ). Здесь обрабатывается не только кромка, но и калибрующая полоска по периферии. Это позволяет получить правильный задний угол и уменьшить трение о стенки отверстия.
-
Двойная (ДП). Инструмент получает две конические поверхности под разными углами. Такая заточка повышает стойкость при работе с очень твердыми материалами.
Технология процесса: от подготовки до контроля

Для качественного восстановления необходимо соблюдать последовательность действий. Первым делом выберите правильный абразив. Для сверл из быстрорежущей стали (HSS) лучше всего подходит электрокорундовый шлифовальный круг. Если инструмент сделан из твердого сплава, используйте круги с алмазным напылением.
Сначала формируется задняя поверхность под нужным углом. Затем восстанавливается передняя кромка. Важно сохранять симметрию: обе режущие кромки должны быть идентичны по длине и углу наклона. Любое отклонение приведет к биению, из-за которого сверло начнет «разбивать» отверстие и уходить в сторону.
Процесс заточки вызывает сильный нагрев. Чтобы не «отпустить» сталь (не сделать её мягкой), постоянно используйте охлаждающую жидкость — воду или машинное масло. После завершения работы проверьте результат визуально или с помощью специальных шаблонов. Если сверло прошло тестовый проход по ненужному куску металла без визга и с нормальной стружкой, заточка выполнена верно.