Можно ли варить вольфрамовым электродом без газа?

Сварка вольфрамовым электродом без использования защитного газа в классическом понимании процесса TIG (Tungsten Inert Gas) практически невозможна для получения качественного соединения. Если под запросом подразумевается отсутствие баллона с аргоном, то это технически неосуществимо, так как дуга между вольфрамом и металлом мгновенно окисляется кислородом воздуха, что приводит к разрушению электрода и пористости шва. Единственные исключения — это специализированная сварка в вакуумных камерах или использование специфических плазменных сред, которые требуют дорогостоящего промышленного оборудования. В бытовых условиях без инертного газа (аргона или гелия) получить чистый шов неплавящимся электродом нельзя.
Технология TIG: суть процесса и физика дуги
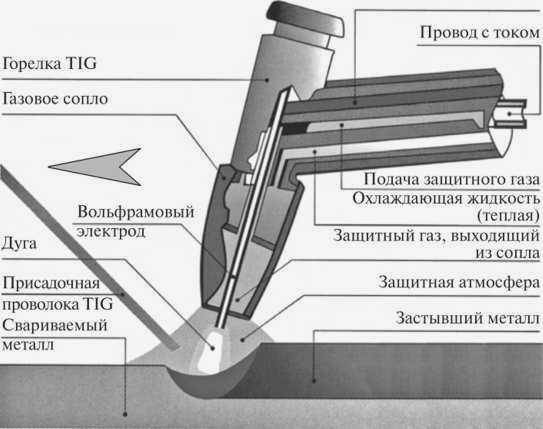
Процесс ручной дуговой сварки в инертном газе (TIG/WIG) основан на использовании вольфрамового электрода, который не плавится в процессе работы. Электрическая дуга горит между наконечником стержня и свариваемым изделием, создавая мощный поток ионизированного газа — плазмы. Вольфрам выбран для этих целей из-за своей сверхвысокой температуры плавления, составляющей около 3422°C.
Для формирования полноценного шва сварщик использует присадочный материал в виде прутков или проволоки. Этот металл подается непосредственно в сварочную ванну, которая образуется под воздействием дуги. В зависимости от задачи соединение может быть автогенным (только за счет расплавления кромок) или с использованием присадки. Защитный газ, чаще всего аргон, вытесняет кислород из зоны сварки, предотвращая окисление металла и самого электрода.
Классификация вольфрамовых электродов по цвету
Выбор правильного электрода определяет стабильность дуги и возможность работы с конкретным металлом. Производители используют общепринятую цветовую маркировку, которая помогает быстро определить химический состав стержня.

-
Зеленые (WP) содержат чистый вольфрам (99,9%) и подходят для сварки алюминия, магния или никелевых сплавов.
-
Красные (WT) легированы 2% оксида тория; их применяют для сталей, титана и никеля. Помните, что пыль от заточки таких электродов опасна для здоровья.
-
Серые (WC) с добавлением церия идеальны для меди, молибдена и титана.
-
Золотые (WL-15) и синие (WL-20) электроды на основе лантана универсальны: они работают как на постоянном (DC), так и на переменном токе (AC).
-
Белые (WZ) с цирконием используются для алюминия и медных сплавов, таких как латунь или бронза.
Выбор режима тока: AC против DC
Тип электрического тока — это критический параметр, от которого зависит успех при работе с цветными металлами.
При сварке углеродистых и нержавеющих сталей, меди или титана используют постоянный ток (DC). В этом режиме эффективнее всего работает прямая полярность, когда минус подключен к горелке, а плюс — к детали. Это обеспечивает глубокое проплавление и стабильную дугу.
Алюминий и магний требуют переменного тока (AC). Эти металлы покрыты плотной оксидной пленкой, которая имеет гораздо более высокую температуру плавления, чем сам металл. Переменный ток за счет смены полярности в каждой полуволне выполняет «очистку» поверхности, разрушая эту пленку. В современных инверторах можно регулировать баланс полуволн, чтобы минимизировать нагрев вольфрамового электрода при эффективной очистке заготовки.
Подготовка и заточка электрода
Качество сварного шва напрямую зависит от геометрии наконечника. Правильная заточка обеспечивает равномерное распределение энергии дуги. Длина зоны заточки должна составлять диаметр стержня, умноженный на 2,5. Например, для электрода диаметром 2 мм длина заточенного участка составит 5 мм.
Форма кончика зависит от марки и задач:
-
Электроды марок WP и WL затачиваются с образованием шарика. При сварке алюминия на конце электрода часто сам образуется такой «шарик» из-за нагрева.

-
Тип WT требует слегка выпуклого конца (на штампе).
-
Остальные типы электродов затачиваются конусом, подобно карандашу.
Перегрев вольфрама при заточке недопустим. Если металл перегреть, он станет хрупким и может просто сломаться в процессе работы.

Параметры сварочного цикла
Профессиональная сварка включает в себя несколько этапов, которые программируются в современных цифровых аппаратах. Это называется циклограммой процесса. Сначала идет предварительная продувка газа (Pre-gas) для вытеснения воздуха из горелки. Затем включается стартовый ток, который обычно составляет четверть от основного рабочего значения; он нужен для мягкого зажигания дуги и прогрева кромок.
После нарастания до рабочего тока начинается основной этап сварки. Для сталей ориентировочный расчет силы тока составляет 25 А на каждый миллиметр толщины металла, а для алюминия — около 40 А на мм. Завершается цикл пост-продувкой (Post-gas), которая охлаждает остывающий шов и сам электрод в защитной среде газа. Если время пост-продувки недостаточно, наконечник электрода покроется синими или коричневыми пятнами окислов.
Для тонких листов полезен импульсный режим. Он позволяет регулировать количество тепла, подаваемого в деталь, что снижает риск прожогов и деформаций металла. В этом режиме ток постоянно меняется между рабочим (Ip) и базовым (Ib), обеспечивая периодическое охлаждение сварочной ванны.