Спайка чугуна: методы, виды припоев и особенности процесса

Пайка чугуна делится на два основных типа: низкотемпературная (с использованием оловянно-свинцовых припоев) и высокотемпературная (с применением медно-цинковых или серебряных сплавов). Выбор метода зависит от критичности детали и характера дефекта. Для мелких трещин в пористых структурах подходит низкотемпературный метод, тогда как для восстановления крупных узлов требуется высокотемпературный нагрев с использованием латуни или серебра.
Особенности материала и сложности процесса
Чугун — это сплав железа с углеродом (от 2,14%), где углерод может находиться в виде графита или цементита. Основная техническая сложность заключается в наличии графита. Эти включения препятствуют смачиванию поверхности расплавленным металлом, из-за чего припой просто «скатывается» с детали.
При работе возникают и другие риски:
-
Хрупкость. Чугун не прощает резких перепадов температур; он может треснуть как во время нагрева, так и в процессе остывания.

-
Образование дефектов. При избыточном нагреве происходят структурные превращения, приводящие к выделению хрупкого цементита.
-
Газовые поры. Выгорание углерода или реакция с азотом и водородом из воздуха создают в шве пустоты, нарушающие герметичность.
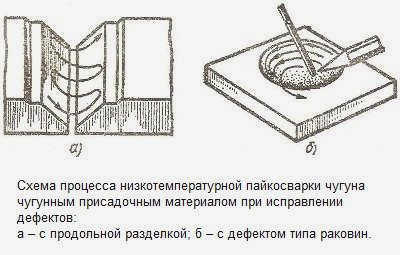
Низкотемпературная пайка

Этот метод применяется для заделки мелких трещин, раковин и пор. Обычно используют мягкие припои (например, ПОСЗО) или оловянно-свинцовые составы.
Подготовка поверхности
Поскольку при низких температурах графит не растворяется, поверхность нужно подготовить механически или химически. Сначала очищают место пайки металлической щеткой от литейной корки. Затем применяют один из способов удаления графита: дробеструйная обработка, выжигание окислительным пламенем газовой горелки или электрохимическая очистка в соляной ванне при температуре 450–510 °C.

Технология лужения
Перед основной пайкой необходимо провести лужение. Место пайки обезжиривают бензином, ацетоном или раствором щелочи. Используют водный раствор хлористого цинка с добавками солей меди и олова в качестве флюса. После нагрева до температуры плавления припоя поверхность обрабатывают составом, чтобы добиться равномерного блеска. Если трещина глубокая, края необходимо расширить фаской с помощью зубила.
Высокотемпературная пайка

Для ответственных деталей и массивных узлов применяют высокотемпературный метод. В качестве припоя используют латунь или серебряно-медные сплавы (например, группы B-Ag).
Серебряные припои с содержанием никеля (B-Ag50CuZnCdNi) предпочтительнее всего. Они обладают низкой температурой плавления и обеспечивают высокую силу сцепления, что особенно важно для ковкого чугуна. При использовании таких составов нет необходимости предварительно удалять графит, так как при температурах до 900 °C он нейтрализуется в процессе работы.
Выбор флюса
Для медно-цинковых припоев подходят активные флюсы ПВ209 или ПВ284Х (смесь буры и борной кислоты). Они способны растворять графит непосредственно на поверхности металла, обеспечивая надежное смачивание. Если вы работаете с серебряными сплавами, выбирайте флюсы типа FB101 или FB102, состоящие из буры, борной кислоты и фторидов калия/борбората калия.
Технологические правила и безопасность
Главное правило при работе с чугуном — контроль температуры. Нагрев должен производиться нейтральным пламенем газовой горелки. Нельзя превышать порог в 900 °C, чтобы не спровоцировать структурные изменения металла.
После завершения пайки критически важно снять внутренние напряжения. Для этого изделие подвергают отжигу: нагревают до 700–750 °C и выдерживают около 20 минут, после чего обеспечивают максимально медленное охлаждение. Крупные заготовки можно засыпать песком или золой в горниле, чтобы задержать выход тепла.

При выборе расходных материалов категорически запрещено использовать припои, содержащие фосфор. В процессе соединения они образуют хрупкие железофосфорные соединения, которые делают шов крайне ненадежным.
Остатки флюса после остывания удаляют теплой водой. Если загрязнения не уходят, используют 10% раствор серной или 5–10% раствор фосфорной кислоты. Помните, что работа с горелками и электрооборудованием требует наличия средств защиты (маска «хамелеон», перчатки) и хорошей вентиляции помещения.