Как сделать гидравлический листогиб своими руками
Гидравлический листогиб — это мощное оборудование, предназначенное для обработки толстого и жесткого металла. В отличие от простых ручных моделей, работающих с листами до 1,5–2 мм, гидравлический привод позволяет сгибать заготовки толщиной от 6 до 10 мм и более. Такие станки востребованы на производствах для массового выпуска деталей сложной формы, где требуется высокая точность углов и возможность работы с крупными объемами материала.
Сравнение типов привода листогибочных станков
Выбор конструкции зависит от задач мастерской или цеха. Если вам нужно разово согнуть тонкий алюминиевый профиль или детали вентиляции, хватит ручного устройства. Они мобильны и не зависят от электричества. Для регулярной работы с металлом толщиной до 5 мм лучше использовать электромеханические модели. Они обеспечивают стабильную механику и одинаковые углы при каждом цикле.
Гидравлические системы стоят особняком. Их используют, когда нужно гнуть тяжелые стальные листы или создавать сложные многоэтапные профили. Главный плюс — огромная мощность и точность под нагрузкой. Однако такие станки требуют просторных помещений и регулярного технического обслуживания, включая замену гидравлической жидкости.
| Тип привода | Толщина металла | Основное преимущество | Недостаток |
|---|---|---|---|
| Ручной | до 1,5–2 мм | Низкая цена и мобильность | Большая физическая нагрузка |
| Электромеханический | до 5 мм | Высокая скорость и точность | Зависимость от сети |
| Гидравлический | от 6–10 мм и выше | Максимальная мощность | Габариты и сложное обслуживание |
Как собрать гидравлический листогиб своими руками
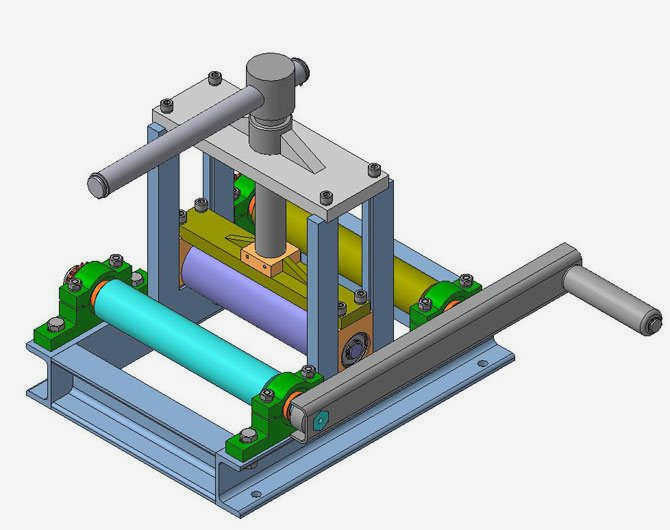
Создание полноценного гидравлического пресса требует наличия пуансона (верхнего инструмента) и матрицы или штампа (нижней подложки). Металл помещается на штамп, а плунжер, передающий давление через гидравлику, придает заготовке нужный профиль.

Необходимые материалы и инструменты
Для построения надежной рамы вам не обойтись без тяжелого металлопроката. Оптимально использовать двутавровую балку или швеллер размером от 40х40 до 80х80 мм. Если вы планируете гнуть широкие листы, лучше брать более массивный профиль для предотвращения деформации конструкции.
Для сборки подготовьте следующий список:

-
Металлический профиль (швеллер или уголок) для каркаса;
-
Стальные пластины для изготовления пуансона и матрицы;

-
Гидравлический цилиндр (домкрат) для создания давления;
-
Болты, гайки и шайбы для сборки узлов;
-
Пружины для возврата подвижных частей;
-
Т-образный стержень или прижимная планка.

Инструментарий должен включать сварочный аппарат, УШМ (болгарку), дрель со сверлами по металлу и набор ключей. Для обеспечения точности обязательно потребуются рулетка и качественный угольник.
Пошаговый процесс изготовления
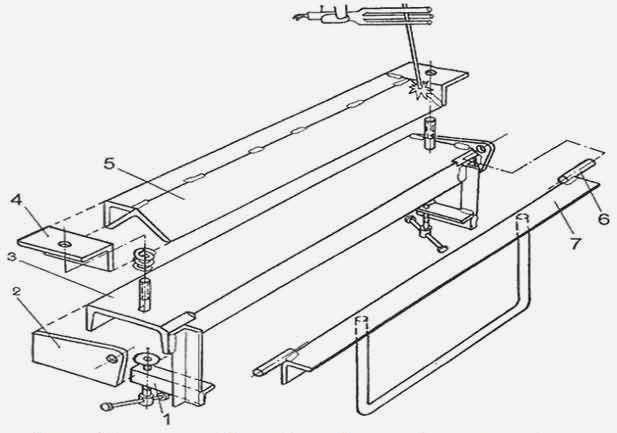
Сначала необходимо рассчитать общую массу станка и размеры конструкции. Ошибка в расчетах на этом этапе приведет к тому, что рама прогнется под давлением гидравлики. Начинайте с возведения рамы из двутавровой балки. Нижнюю часть балки надежно крепят к швеллеру или тяжелому основанию.

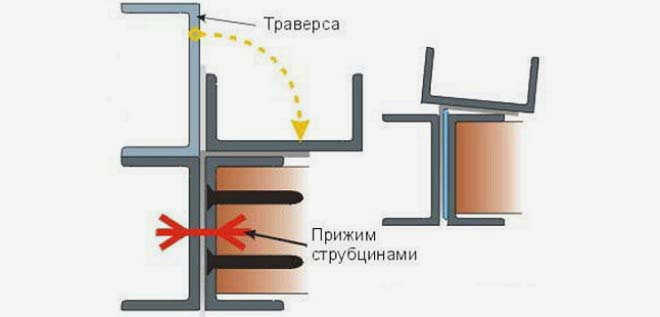
Затем переходите к оснастке. Верхняя подвижная часть, которую называют траверсой, должна быть жестко связана с гидравлическим цилиндром. При креплении деталей старайтесь минимизировать количество сварных швов в зонах прямого давления. Сварка плохо работает на переменные нагрузки и может треснуть. Детали сложной формы, такие как пуансон, лучше заказать у токаря или фрезеровщика.
При сборке прижимного механизма используйте Т-образные стержни. Их нужно просверлить отверстиями, размер которых чуть больше поперечного сечения болтов. Это позволит надежно фиксировать лист во время работы. Угол наклона штампа должен быть меньше 90 градусов для правильного распределения усилия.
Проверка и регулировка оборудования
Работоспособность станка проверяют с помощью картонной прокладки нужной толщины. Поместите её в зазор между подвижными частями и поверните балку на угол 130–150°. Если при повороте толщина картона не меняется, значит, зазоры выставлены верно. При необходимости подтяните крепежные винты.
Важный параметр — свободный ход рукоятки или педали. Он не должен превышать 10 мм. Если ход будет больше, оператору будет сложно поймать момент начала сгибания металла. Помните про эффект пружинения: при гибке сталь стремится вернуться в исходное состояние на угол от 2 до 8°.
Если на месте сгиба появляются складки или следы инструмента, это говорит о плохом качестве рабочих сегментов (пуансона и матрицы). Такие детали нельзя просто подкрутить; их нужно либо переделывать, либо заново обрабатывать на станках.
Ограничения самодельных конструкций

Самодельный гидравлический станок — это всегда компромисс. Даже если вы используете мощный швеллер, у него есть предел жесткости. При попытке согнуть слишком широкий или толстый лист конструкция может начать «винтовать» (скручивать в сторону). Это происходит из-за того, что усилия распределяются неравномерно по всей длине балки.
Для безопасной работы всегда используйте защитные очки и плотные перчатки. Трущиеся элементы конструкции нужно регулярно смазывать, чтобы избежать заеданий при работе под высоким давлением. После каждого цикла гибки не забывайте очищать станок от металлической стружки и остатков масла.