Почему липнет электрод при сварке инвертором: причины и решения
Основная причина того, почему липнет электрод при сварке инвертором, заключается в нарушении баланса между силой тока, диаметром стержня и состоянием его обмазки. Если сила тока слишком низкая, её энергии не хватает для мгновенного расплавления кончика стержня и создания стабильного электрического разряда. В итоге происходит короткое замыкание, и металл просто «приваривает» электрод к заготовке.
Технические параметры: как подобрать сварочный ток
Неправильная настройка силы тока — самый распространенный фактор. Каждый диаметр стержня имеет свой рабочий диапазон ампер, который обеспечивает плавление и стабильное горение дуги. Если вы используете слишком тонкий ток для толстого электрода, он будет постоянно прилипать к металлу.
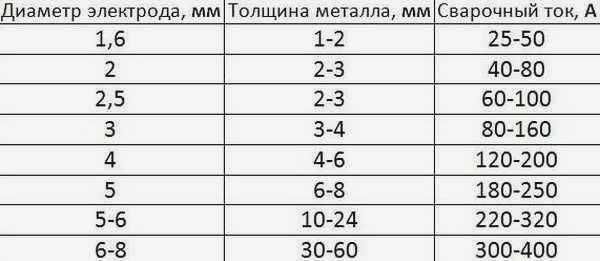
Для корректной настройки ориентируйтесь на следующие показатели:
-
Электрод 2.0 мм требует от 40 до 80 А (подходит для заготовок толщиной 1.5–2.0 мм).

-
Электрод 3.0 мм требует диапазон примерно 80–130 А (оптимально для металла 2.5–3.5 мм).
-
Электрод 4.0 мм требует от 140 до 180 А (для толстых деталей от 4.0 мм и выше).

Часто сварщики намеренно занижают значения, работая с тонким металлом, чтобы не прожечь отверстие. Это критическая ошибка. Неправильный выбор электрода или избыточно низкий ток гарантируют залипание наконечника. Если вы работаете с «тройкой» (3 мм), то для уверенного старта на нормальном металле стоит держать около 90–100 А, а не опускаться до критических 60 А.
Влажность и качество расходных материалов
Обмазка электрода — пористый материал, который активно впитывает влагу из воздуха. Даже новая пачка может отсыреть при нарушении герметичности упаковки или хранении на открытых стройплощадках. Насыщенный влагой стержень теряет стабильность дуги, что приводит к частому залипанию при поджиге.
Чтобы исправить ситуацию, электроды необходимо просушить в специальной печи. Температурные режимы зависят от типа покрытия:
-
Рутиловые электроды требуют нагрева при температуре 120–250 °C (в зависимости от рекомендаций производителя).
-
Электроды с основным покрытием, такие как УОНИ, более капризны и нуждаются в прокалке до высоких температур (до 400 °C) в течение нескольких часов.

Также причиной может быть низкое качество самих материалов. Некачественные электроды имеют дефекты покрытия или примеси в составе, что делает их менее устойчивыми к нагрузкам. При покупке для ответственных конструкций всегда проверяйте наличие сертификатов НАКС и соответствие ГОСТу.
Подготовка поверхности и техника поджига дуги
Грязный металл — еще один фактор. Ржавчина, масло или старая краска создают высокое электрическое сопротивление в точке контакта. Из-за этого зажигание дуги затрудняется, что провоцирует прилипание. Перед началом сварочных работ обязательно очистите зону сварки болгаркой или металлической щеткой до чистого блеска.

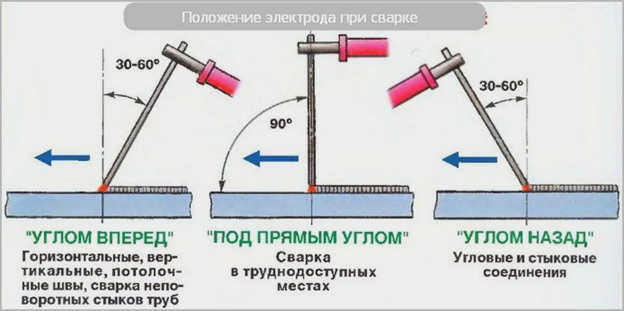
Техника поджига также определяет успех процесса. Неправильная техника поджига дуги часто встречается у новичков: слишком длительный контакт стержня с металлом вызывает мгновенный нагрев и спаивание.
Используйте проверенные методы:
-
Метод «чирканья». Проведите электродом по поверхности, как спичкой о коробок. В момент зажигания дуги сразу отведите стержень на 2–3 мм.

-
Точечный метод. Быстро коснитесь металла и мгновенно оторвите инструмент. Контакт не должен превышать 0.5 секунды.
Если металл холодный, попробуйте разжечь электрод на вспомогательном куске железа, подключенном к массе. Прогретый стержень подхватывает дугу значительно легче.

Длина дуги и электрические факторы
Слишком короткая дуга — прямой путь к залипанию. Оптимальное расстояние между кончиком электрода и металлом обычно составляет 1–3 мм. Если вы слишком сильно приближаете стержень, происходит интенсивный локальный перегрев, который приводит к залипанию. При первых признаках изменения звука горения дуги (появление треска) увеличьте длину дуги на 0.5–1 мм.
Иногда проблема кроется в электросети или самом аппарате:
-
Падение напряжения в сети ниже 200 В не позволяет инвертору выдать нужную силу тока.
-
Плохой контакт «массы» или окисленные разъемы создают лишнее сопротивление.
-
Неисправность силовой части (выход из строя IGBT-ключей или диодов) мешает стабильной подаче энергии.

Если ваш инвертор оснащен функциями Hot Start и AntiStick, это значительно облегчит работу. Функция «горячего старта» увеличивает ток в момент поджига дуги, а система «антизалипания» автоматически снижает его при контакте стержня с металлом. Однако даже эти системы не исключают проблем при использовании крайне сырых электродов или при работе на слишком низких токах.